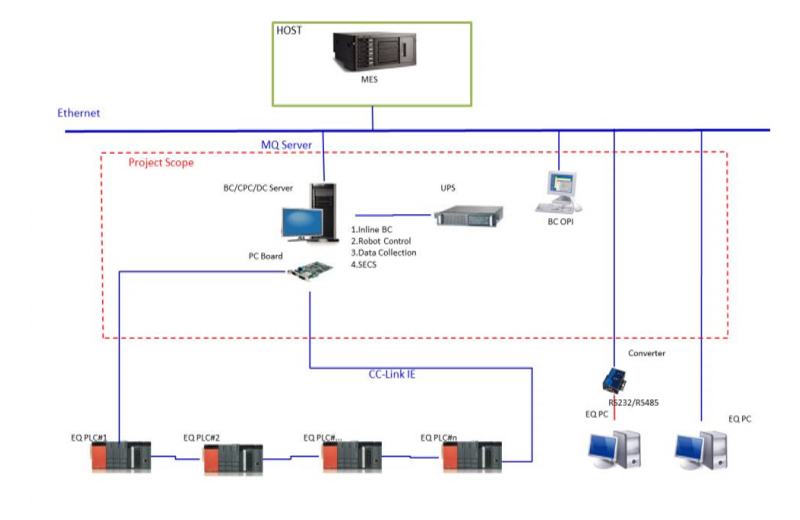
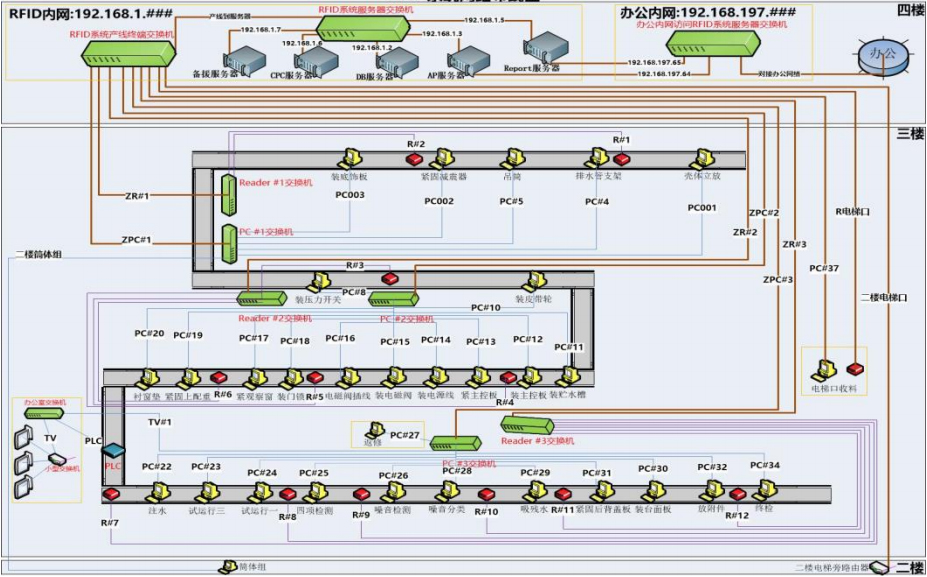
Auto硬件架构,将PLC, RS232,RS485等接口的信息通 过CC-Link,SECS,PC Board 等协议将生产制程资讯及生产 资讯上传至MES系统。
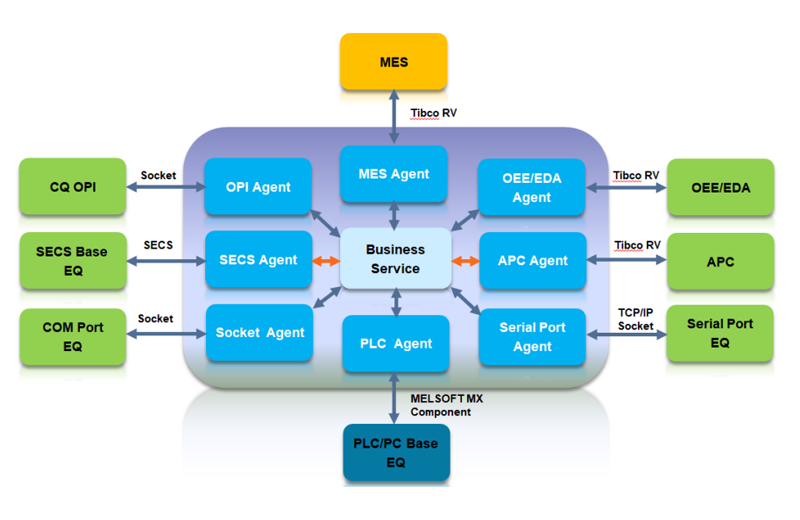
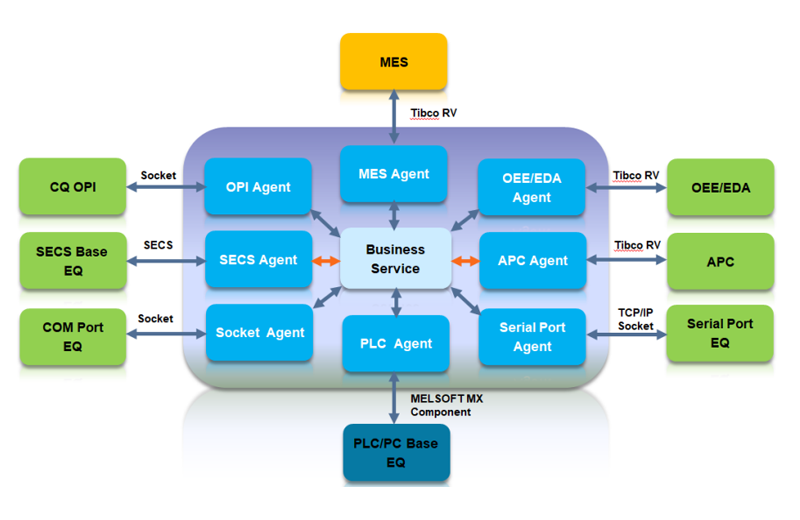
Auto设备自动化软件,是 连接MES与各设备之间的输钮。 将计划生产的产品下达至设备, 通知设备在一定的生产条件下 进行制造生产。
咨询热线:
Auto硬件架构,将PLC, RS232,RS485等接口的信息通 过CC-Link,SECS,PC Board 等协议将生产制程资讯及生产 资讯上传至MES系统。
Auto设备自动化软件,是 连接MES与各设备之间的输钮。 将计划生产的产品下达至设备, 通知设备在一定的生产条件下 进行制造生产。


项目简介
某公司(以下简称A公司)是国家级高新技术企业,专门从事触 控面板生产和加工,拥有先进的数控、程控生产加工设备和半自动流 水生产线。
A公司领导深刻认识到企业信息化在生产效率提高、品质改善和 综合管理水平提升方面的重要性,在2017年6月份提出企业生产管理 系统建设要求,同年12月冲擎智慧对该公司实施了CIM系统。
A公司CIM系统主要围绕生产设备网络建设、生产管理、设备管 理、工具管理、物料管理、质量管理等企业关注的重点环节进行建设 。该项目与公司原有ERP系统进行无缝集成,实现企业内部数据统一 、关联追溯。
系统总体方案
系统采用自顶向下的方法,将系统分解为各个子系统 ,各子系统分解为各功能模块,明确各功能模块、各子系 统之间的相互关系和接口指标,实现各功能模块和各子系 统的分解与组装,达到完成总体功能的目标。

背景说明
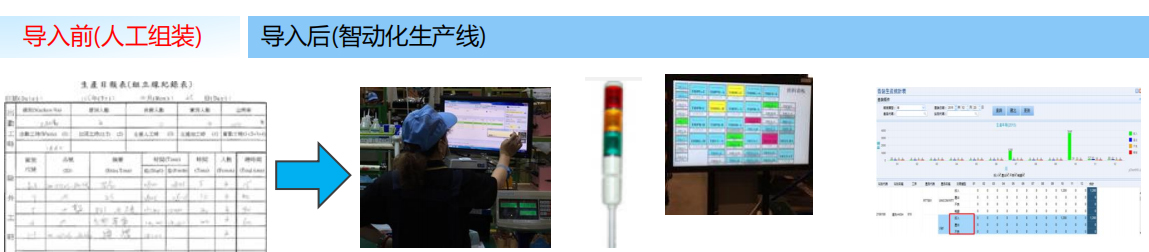
某工厂,今年景气转好,订单满载,为了鼓励作业员多生产,将薪资制度由计时制改为计件制,但实施后发现, 当员工换线生产或多人在同一个工作站生产时,反而需要投入更多计算产量的人力。此外,纸本记录公布的个 人件数有时间差,不只公平性遭质疑,且演生更多管理的问题,连最初鼓励生产的目的皆未达到。
本案特色
亦即在关键机台装设感知器(Sensor)或是做设备连线,每生产一件,感知器即自动加计一次,计数器上的显现数 不但可让操作员实时知道生产的件数,趁换线(机台)生产时怠工闲晃的诱因亦可降低,而达到鼓励产量的目的。

| 改善生产良率 | 生产效率 | 降底在制品WIP | 其他效益 | |
| 导入前 | 0% | 每台平均50,000个/天 | 0% | 第一时间取得生产进度、设备率、 产品良率及人员动态,便利管理 者实时反应、妥善管理。 |
| 导入后 | 22% | 每台平均65,000个/天,提升 | 32% |
背景说明
近几年汽配业稳健成长,某公司既为国内车灯重要生产商,并持续扩厂增产以应付大量订单,但在产能与人力 大幅增加之前提下,会衍生问题诸如:产量报工不实时、人员工时不准确、稼动低落等因素使得不易掌握整体 生产进度/状况,故转型智能工厂并导入相关工厂管理系统即为首要目的之一。
本案特色
本案以MES便利操作与管理看板之特点,于产线设置(触控)电脑供人员产出报工,另为求精准工时与稼动,人员须选取 对应工时状况,后续以相关实时性报表查询与看板显示可大幅提升管理效率。此外,产线结合安灯系统,生产时若发 生异常,立即点选并亮灯呼叫相关人员前来处理,此举能增进整厂异常处理的效率。
| 人员工时统计 | 异常状况 | 报表制作时间效率 | 其他效益 | |
| 导入前 | 人员自行估算 | 电话或Mail通知 | 1~2/天 | (1)生管更能掌握产线状况与工单生产 进度以顺利后续派工,并减少异常插 单现象。(2)减少误写频率与纸张用量, 各部门信息流协调一致且迅速。 |
| 导入后 | 系统自动记录 并精确统计 | 三色灯与广告牌警 示,系统留存纪录 | 实时 |
项目简介
某公司(以下简称B公司)是国家级高新技术企业,专门从事家 电生产和加工,拥有先进的数控、程控生产加工设备和半自动流水生 产线。
A公司领导深刻认识到企业信息化在生产效率提高、品质改善和 综合管理水平提升方面的重要性,在2016年初,现公司团队对该公司 实施了CIM系统。
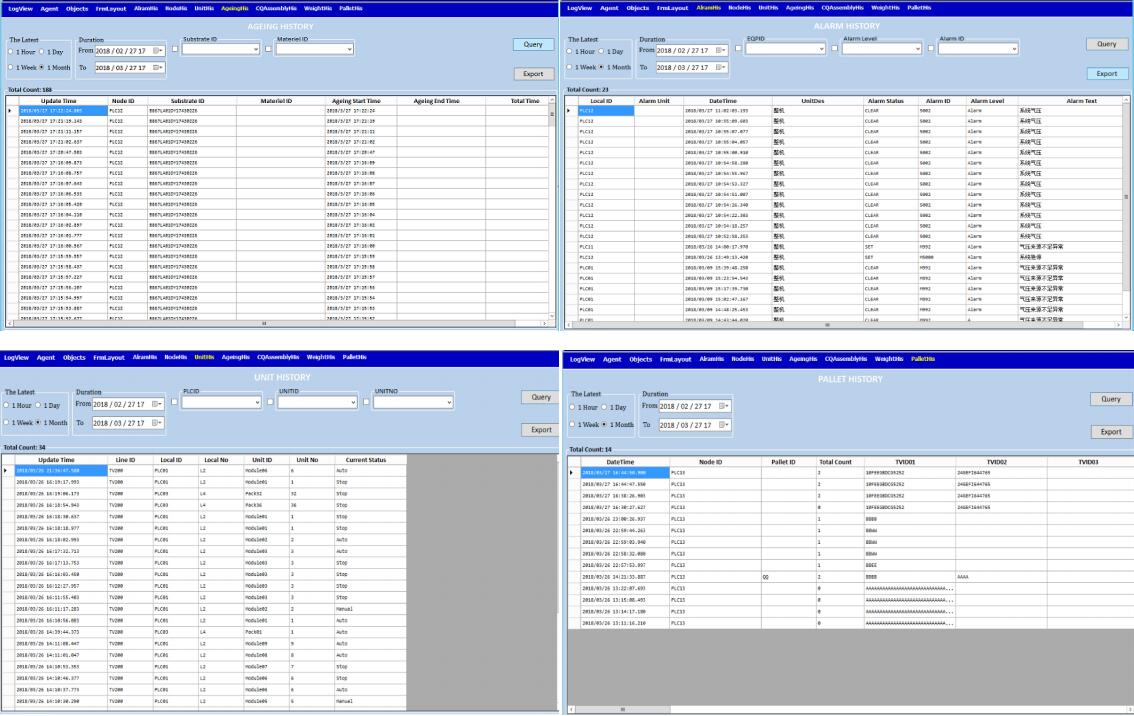
A公司CIM系统主要围绕生产设备网络建设、生产管理、物料管 理、质量管理等企业关注的重点环节进行建设。实现企业内部数据统 一、关联追溯。
系统总体方案
系统采用自顶向下的方法,将系统分解为各个子模块 ,明确各功能模块、各模块之间的相互关系和接口指标, 实现各功能模块的分解与组装通过RFID技述,达到完成总 体功能的目标。
友情链接:| 南通海元芯盛智能科技有限公司 | 广域兴智能(南通)科技有限公司 | 南通欧雷德智能科技有限公司 | 南通金箭智能科技有限公司 |
Copyright © 2022 南通元兴智能科技有限公司 备案号: 苏ICP备2022022584号 技术支持:苏州汇成传媒

